![]()
销售热线:15637161999 0371-64696720
![]()
销售热线:15637161999 0371-64696720

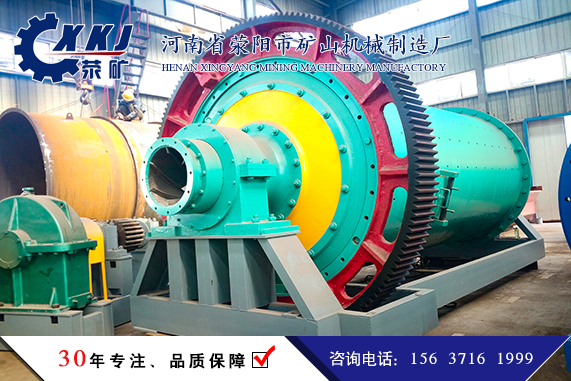
球磨机主轴承的安装技术
当磨机主轴承2个底盘调整完毕后,应立即拧紧地脚螺钉并进行测试,若测试结果表明符合安装要求,即可安装主轴承。安装时应检查2轴承底盘中心线之间的距离,确保两中心线间距离与安装说明书或设计图纸一致。若检查发现筒体、电动机和中空轴组合后的实际尺寸与安装说明书或设计图一致,应先和选矿设备设计人员沟通,征得意见后再根据实际情况进行施工。在安装过程中,两个主轴承底盘横向中心线应重合,其误差应控制在0.5mm以内,不平行度应控制在0.5mm/m以内,不水平度应控制在0.1mm/m以内。

磨机筒体、端盖和齿圈的安装技术
安装磨机筒体时,应先对磨机筒体进行检查,确保其椭圆度小于直径的4%,然后检查中空轴颈的干净度和椭圆度,确保表面光洁无杂质。上述程序完成后,即可进行筒体和端盖的组装,使用定位销将筒体螺栓孔和端盖对齐,然后使用1/4数量螺栓拧紧。磨机筒体和端盖组装完成后,用0.03mm塞尺确认所有法兰间隙不得插入,然后转入主轴承。完成后,测量组装后的筒体,将组装后筒体总长度和两轴颈中心的长度与轴承座中心距进行对比,确保符合要求,再将组装好的筒体慢慢顶入轴承并确保安装在适当位置。随后进行齿圈和筒体组装,若大齿圈使由两半拼装而成,应先将回转体安装在轴承上,然后再安装大齿圈。
总页数:1 页 第 1页